
来源:南阳防爆
(版权归原作者或机构所有)
一、振动的测量
振动值有三种表达形式:振动位移、振动速度、振动加速度。
在低频(f<10Hz)范围内,一般以测量振动位移为主,因为低频范围内造成破坏的主要因素是应力的强度,位移量是与应变、应力直接相关的参数。
在中频(f=10~1000Hz)范围内,一般以测量振动速度为主,因为部件的疲劳进程与振动速度成正比,振动能量与振动速度的平方成正比。在这个范围内,零件主要表现为疲劳破坏,如点蚀、剥落等。
在高频(f>1000Hz)范围,一般以测量振动速度为主。因为加速度表征部件所受冲击力的强度。冲击力的大小与冲击的频率和加速度值正相关。
根据测量位置的不同又分为轴振动和座振动。对于电机,一般测量轴承座振动速度和位移的有效值,以及轴振动位移的峰峰值。具体的测量位置按GB10068或其它相关标准。
型式试验时,应测振动位移和振动速度值,检查试验时,对于600rpm以下的电机只需测座振动位移,600~15000rpm的电机只需测座振动速度。
对于滑动轴承且转速大于1200rpm、额定功率大于1000kW的电机,有必要测量轴振动位移。特别是挠性转子电机,更推荐测量轴径向振动位移。
二、电机出厂振动考核标准
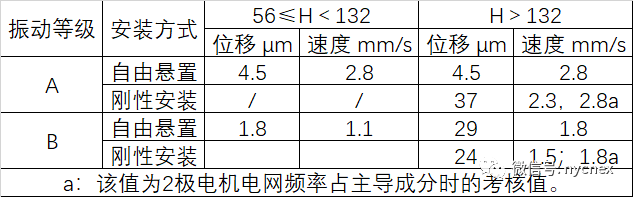
GB/T10068规定了对于中心高56mm及以上个、功率50MW及以下、转速为120~15000rpm的直流电机和三相交流电机,在脱离开任何负载和原动机、在规定条件下对规定的位置进行工厂验收振动测量时的考核值。如下表所示。

一台电机,自身平衡较好且振动强度等级符合GB/T10068的要求,但在现场安装中因地基不平、负载机械的反作用以及电源中的纹波电流的影响等各种因素,也会引起较大的振动。另外,由于所驱动的各单元的固有频率与电机旋转体微小残余不平衡量的激励频率极为接近,也会引起振动。
三、电机在用户现场的振动考核——座振
电机在用户现场的振动考核可按GB/T6075.3执行,该标准规定了额定功率大于15kW、额定转速120~15000rpm的机器,在非旋转部件上测量评价振动。适用于额定工作转速内、稳定运行工况,在机器轴承、轴承座或机座上现场进行的宽频带振动测量。该标准对机器分为两组:
1组——额定功率>300kW且<50MW的大型机器;轴中心高≥315mm的电机。这类机器通常采用滑动轴承,转速范围较宽,从120rpm到15000rpm。
2组——额定功率>15kW但≤300kW的中型机器;轴中心高>160mm但≤315mm的电机。这类机器通常采用滚动轴承且运行转速超过600rpm。
对指定方向的支承部件柔度分为刚性支承和柔性支承。在测量方向上机器与支承系统组合的固有频率至少大于主激励频率25%,则认为在该方向为刚性支承,否则为柔性支承。
在连续运行监测时对主要受径向载荷的轴承通常不作轴向振动测量。一般只对具有推力轴承的情况下进行测量。
机器振动危害程度的评估有两种方法,一种是根据机器轴承的允许值,以及通过支承结构和基础传递至周围环境的允许值的绝对数值来评定。另一种是根据振动值的变化来评定。简单说就是绝对值法和相对值法两种。
1、绝对值法
对振动值的评价分为4个区域:
区域A:新交付的机器的振动通常落在该区域。
区城B:机器振动处在该区域通常认为可无限制长期运行。
区城C:机器振动处在该区域一般不适宜作长时间连续运行,通常机器可在此状态下运行有限时间,直到有采取补救措施的合适时机为止。
区域D:机器振动处在该区域通常认为其振动烈度足以导致机器损坏。
ABCD各区域的分界点数值见下表:
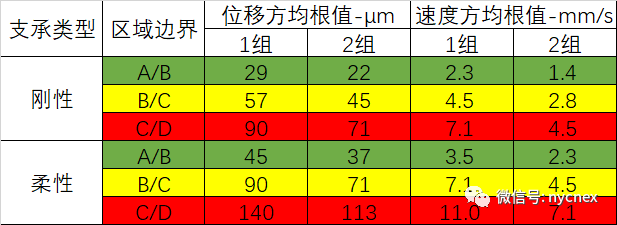
指定的区域边界值并不专门作为验收规范,验收规范应由机器制造商与用户之间的协议决定。然而,这些数据作为指南可避免过大的缺陷或不切实际的要求。在某些情况下机器可能有特殊性能,要求采用不同的区域边界值(更高或更低),在这种情况下,通常要求机器制造商必须说明其理由,并且要特别确保机器在较高振动值下运行不会损坏。
2、相对值法
振动值可能出现明显的变化,这些变化能够瞬间产生或随时间而逐渐发展,并可能预示早期的损坏或一些其它问题。故即使未达到上表中的C区,也应采取措施。
当振动量值的变化超过区域B上?的25%(一般值,对于具体的机器可根据经验采取其它数值)时,认为是有明显变化,特别是如果它突然发生,此时宜开始进行诊断研究查明变化的原因,并确定下一步适当的措施。
三、电机在用户现场的振动考核——轴振
通常只有1000rpm及以上具有滑动轴承的电机考核轴振。轴振的允许值与轴的转速相关,标准推荐的ABCD区域边界如下:
A/B区域边界:4800/K
B/C区域边界:9000/K
C/D区域边界:13200/K
K为转速(rpm)开根号数值,即K=n^0.5。
由此可得,对于常见的转速,对应的边界见下表:
由于轴振和座振之间的关系没有简单的方法来确定,因此当同时测座振和轴振时,应以更严格的区域等级来评估机器的振动状态。
四、用户现场的振动保护值设置
报警值:警告振动已达到规定的值或显著的变化已发生,可能需要采取补救措施。通常发生报警情况后,机器可继续运行一段时间,同时应进行诊断研究以确定振动变化的原因并制定补救措施。
停机值:规定某一振动量值,超过该值机器继续运行可能会引起损坏。如超过停机值应立即采取措施以减小振动或停机。
基线值:机器正常稳定运行时,在规定位置和方向测得的振动值。机器运行一段时间之后才能获得基线值。
报警值通常是相对于基线值来设定。
建议设定的报警限值比基线值高出B区上限的 25%。如基线值较低时,则报警值可能在C区之下。
对一台新机器,没有基线值,则初始报警值设定宜以其他类似机器的经验为基础,或以同意的验收值为基准。经过一段时期,建立稳态基线值后再相应调整报警值。建议报警限值通常不超过B区上限的1.25倍。如果稳态基线值变化(例如机器检修后),宜相应地修改报警值。
停机值一般都相同并且通常与基线值无关。但是,对于不同设计的机器停机值会有差异。通常,停机值在C区或D区内。建议停机值不应超过C区上限的1.25倍。